Закажите порошковое напыление!
Наши услуги
Виды порошкового напыления
Грунтовка при порошковом напылении
 Перед тем как выполнить порошковое напыление, производится грунтовка, предназначенная для антикоррозионной защиты. При обработке
эпоксидным грунтом, образуется химически и механически прочная пленка, которая является пассивной антикоррозионной защитой. Этот вид
грунтовки можно применять для алюминиевых и стальных изделий, предназначенных для эксплуатации внутри помещений.
Перед тем как выполнить порошковое напыление, производится грунтовка, предназначенная для антикоррозионной защиты. При обработке
эпоксидным грунтом, образуется химически и механически прочная пленка, которая является пассивной антикоррозионной защитой. Этот вид
грунтовки можно применять для алюминиевых и стальных изделий, предназначенных для эксплуатации внутри помещений.Активная антикоррозионная защита применяется для обработки изделий под порошковую окраску металла, предназначенных для эксплуатации в неблагоприятных и жестких условиях. В этом случае применяют эпоксидный цинкосодержащий грунт, который не только защищает от коррозии, но и ограничивает область ее распространения. Изделия обработанные этим методом можно эксплуатировать на открытом воздухе длительное время.
Нанесение краски при порошковом напылении металла
После подготовки поверхности, мойки и сушки, можно приступать к процессу, называемому порошковое напыление металла. Эту процедуру необходимо проводить в камере, способной улавливать частицы порошка, утилизировать их и защищать помещение от их распространения. Для этого в нее должны быть встроены фильтры, бункер и система откачки. По видам загрузки изделий камеры бывают проходные и тупиковые, соответственно для длинномерных и малогабаритных изделий. В автоматических камерах порошок напыляется за несколько секунд спциальными манипуляторами.
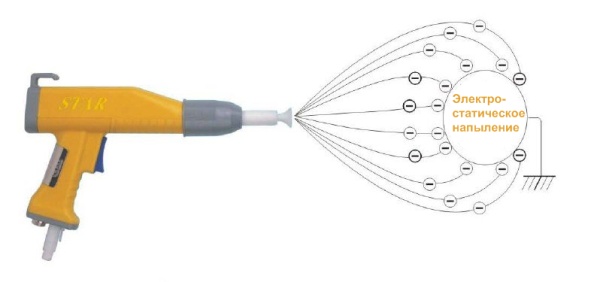
Чаще всего для порошкового напыления металла применяют метод электростатического нанесения. Изделие предварительно заземляют, а порошок подают через специальный пульверизатор, заряжающий частицы краски. Распылитель как правило имеет несколько режимов работы с регулировкой степени заряда, напора струи и размера частиц красящего порошка.
|
Закажите
порошковое напыление в нашей компании. |
Есть другой вариант электризации красящего порошка - трибостатическое напыление, т.е. зарядка в результате трения о фторопластовый диэлектрик. Этот метод дешевле, т.к. не требуется высокое напряжение, но и производительность значительно ниже, зато удобнее наносить порошковое напыление на изделия сложной формы.
Для получения качественного покрытия важно правильно подобрать объем, сопротивление краски и размеры ее частиц. Все излишки краски улавливаются и собираются в специальную систему регенерации для повторного использования.
Порошковое напыление металла
Как вводится цвет, когда происходит порошковое напыление? Цвет добавляется в порошковое покрытие в процессе производства, то есть до нанесения покрытий. Порошковое напыление производит высококачественное покрытие, которое является относительно жестким, устойчивый к истиранию (в зависимости от спецификации) и жестким. Тонкое порошковое напыление можно гнуть, но это делать не рекомендуется для наружного применения. Выбор цвета и отделки практически безграничен, если у вас есть время и деньги, чтобы иметь порошок, полученный от производителя. Прежде, чем мы будем работать на стенде выполняющем порошковое напыление, мы должны полностью понять, как и что делает работу в покрасочной камере. Это довольно просто, в основном существуют только три вещи, чтобы рассмотреть.
1. AIR - стенд нуждается в воздухе, что будет работать должным образом.
2. ФИЛЬТРЫ - жизненно важная и критическая часть, которой как правило, пренебрегают.
3. ВЫПУСКНОЙ - метод удаления загрязненного воздуха имеет жизненно важное значение.
Порошковое напыление на металл
Технология порошкового напыления служит не только для придания нужного вида изделию, но и для защиты от неблагоприятного воздействия и коррозии. Перед нанесением порошка с изделия необходимо полностью удалить старую краску, обезжирить, выровнять и зачистить поверхность. Затем производится операция хроматирования и фосфатирования, для обеспечения надежной адгезии. Сам процесс окрашивания состоит из распыления мелкодисперсного, отрицательно заряженного красящего порошка и процедуры термической полимеризации. Наша компания профессионально занимается процессом на современном оборудовании и гарантирует высокое качество выполненных работ.
|
Заказывайте порошковое напыление металла по тел. 8-495-991-08-51, 8-985-991-08-51 |
Технология порошкового напыления

Где применяют порошковое напыление
Для производства деталей и конструкций с особыми декоративными свойствами поверхности, для повышения износостойкости, усиление ударно-абразивного сопротивления, снизить трение, повысить коррозионную стойкость, жаропрочность, кавитационную стойкость, эрозионную стойкость, увеличить электроизоляционные качества и т.д.Преимущества порошкового напыления
Основным преимуществом с производственной точки зрения является то, что когда продукт с покрытием из порошка выходит из печи, он
в течение 20 минут полностью готов к дальнейшей работе. Стандартные жидкие краски могут сохнуть несколько дней, чтобы полностью
быть готовыми к работе, также время зависит от атмосферных условий. Вы можете буквально покрыть порошковым напылением объект и уже
начать работать, пока он даже еще горячий на ощупь и не придется беспокоиться о повреждении покрытия. Кроме того, с точки зрения
эффективности производства, меньше отходов, нет брызг и меньшее количество других дефектов. Напыление становится все меньшим видом
искусства и не требуют необходимого мастерства производственного персонала.
Оборудование для порошкового напыления металла
Порошковый спрей-пистолет для металлизации, может быть ручным или механическим, предназначенным для распыления широкого ассортимента порошков. Его прочная конструкция обеспечит длительные периоды бесперебойной работы.